PA6、PA66 和再生尼龙 2 的生命周期成本比较模型
Apr 23, 2026
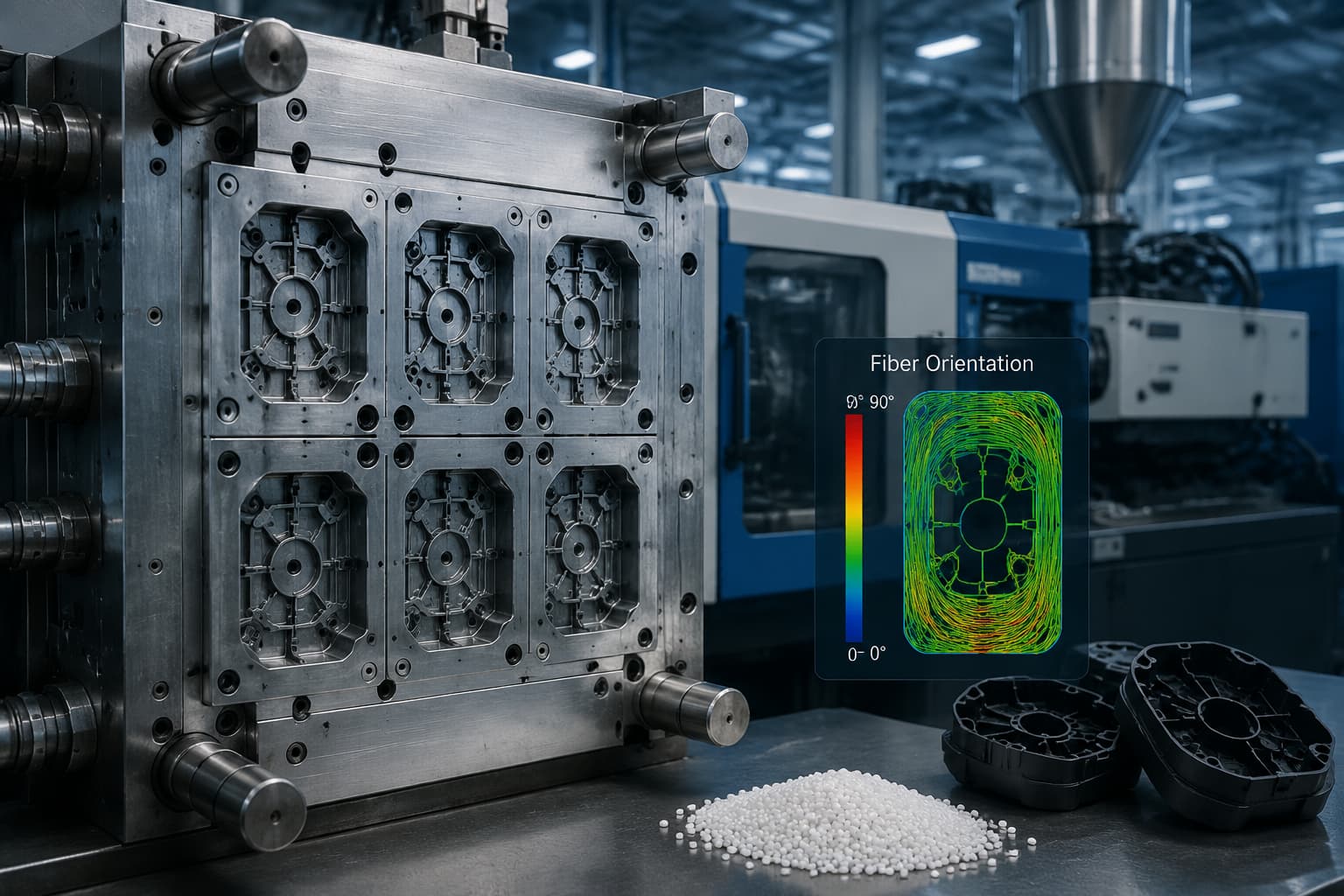
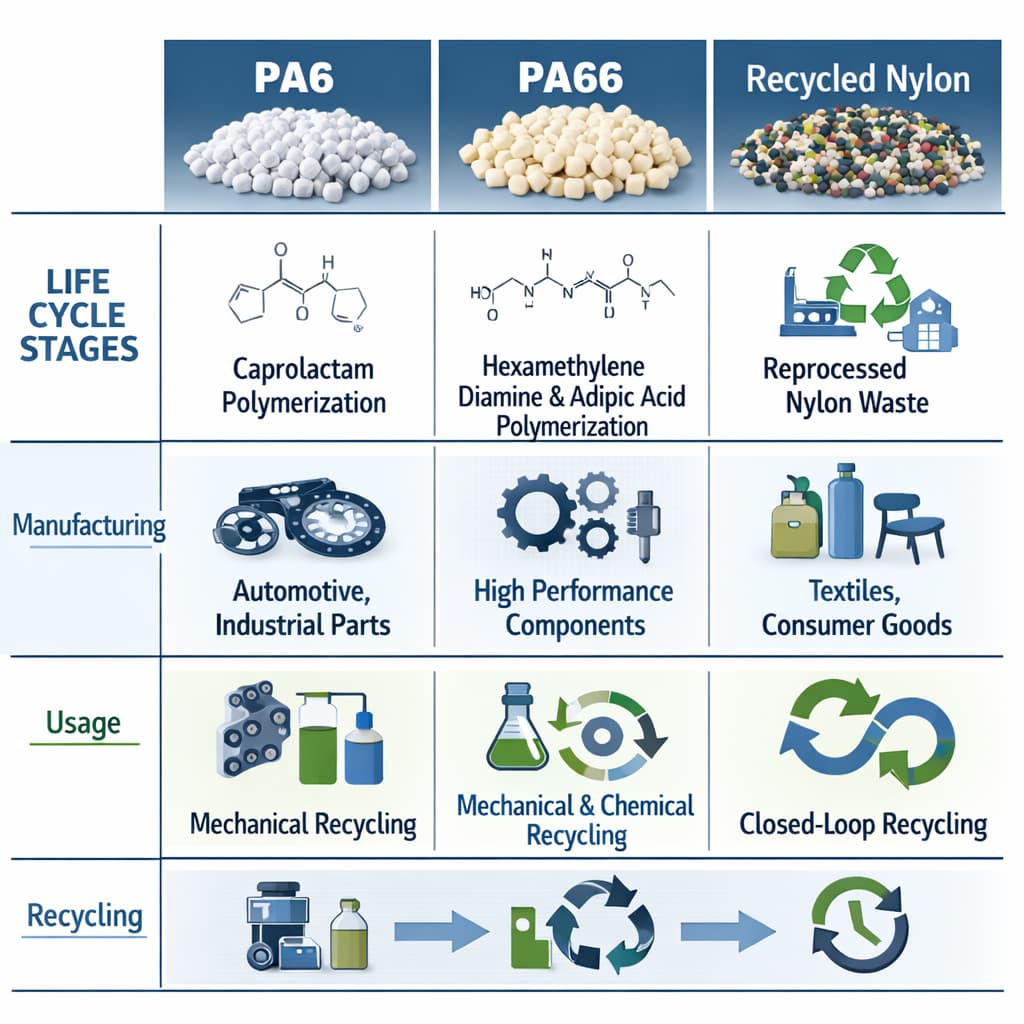
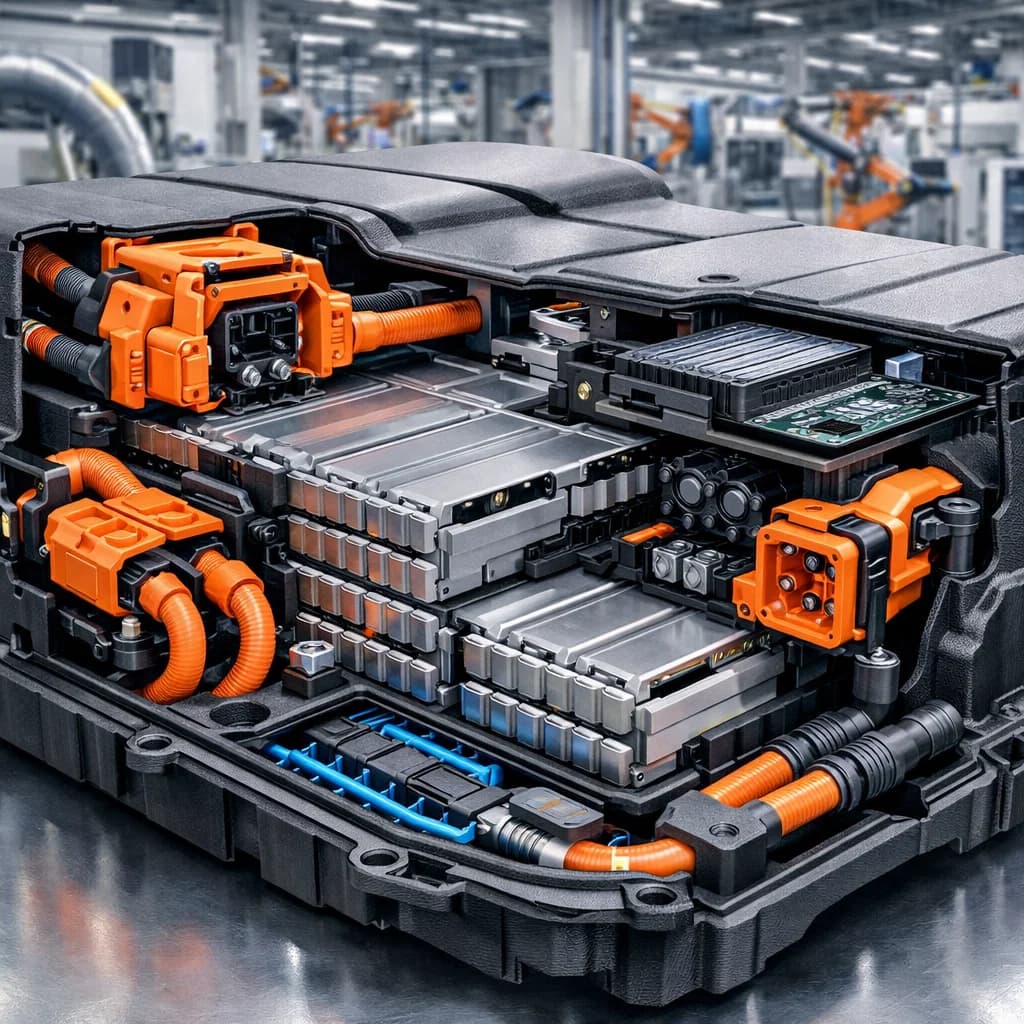
然而,这种结构优势也带来了一些权衡取舍。PA66需要更高的加工温度,并且在注塑成型过程中通常会消耗更多能量。在大规模生产环境中,这些差异会影响机器的能耗、冷却时间和模具循环周期。当比较变得更加复杂时 再生尼龙被引入材料选择过程中。 再生尼龙通常来源于工业废料或消费后废弃物。经过清洁、重组和稳定化处理后,该材料可以作为工程塑料原料重新进入生产循环。再生尼龙的主要优势之一是其碳足迹相比原生聚合物生产显著降低。此外,再生材料的价格有时受石油化工原料市场波动的影响较小。然而, 对产品稳定性和批次间一致性的担忧仍然需要仔细的工程验证。多个制造项目的经验表明,原材料价格本身很少能决定最终的经济效益。例如,在一个消费电器结构件项目中,PA6 最初看起来是最具成本效益的材料,因为它的原材料价格比其他材料低。 PA66。 然而,长期老化测试表明,当暴露在 90°C 左右的连续工作温度下时,该组件的尺寸稳定性逐渐丧失。为了弥补这一影响,工程师不得不增加部件设计的壁厚。这一改动增加了整体材料消耗,并需要对注塑模具结构进行调整。因此,最初的价格优势…… PA6 显著减少。在某些电动汽车零部件中也观察到了类似的情况。一些早期设计方案为了降低零部件的初始成本,选择了成本较低的尼龙材料。然而,在长期热循环测试中,多个部件出现了应力开裂或尺寸变形。虽然用耐高温性更高的聚酰胺材料替代尼龙会增加材料成本,但却能降低车辆运行过程中零部件发生故障的风险。这些例子说明了生命周期思维在工程材料选择中为何变得越来越重要。工程师不再仅仅关注原材料成本,而是评估产品整个生命周期中多种因素的综合影响。尼龙材料的简化生命周期成本模型通常包括原材料采购成本、加工能源消耗、生产效率、产品使用寿命以及使用结束时的潜在回收价值。 通过对这些参数进行综合分析,可以更容易地了解不同材料体系的实际经济性能。例如,在高温结构应用中,PA66 的原材料成本可能看起来更高。然而,如果该材料能显著提高产品耐久性并降低失效风险,则其整体生命周期成本可能低于 PA6。相比之下,PA6 在制造复杂几何形状的薄壁部件时往往展现出明显的优势。其优异的流动性允许降低注射压力并缩短填充时间,从而提高批量生产环境下的生产效率。再生尼龙为生命周期成本评估引入了一个不同的维度。它的主要价值在于减少碳排放和符合监管要求,而不仅仅是经济效益。随着碳足迹披露在欧洲供应链中日益普遍,汽车制造商也开始要求提供工程塑料中再生材料含量的证明文件。在这种情况下,再生尼龙不仅是成本方面的考虑因素,也是供应链中更广泛的可持续发展战略的一部分。展望未来,工程材料的选择将逐渐从简单的价格比较转向全面的生命周期评估。工程师在选择PA6、PA66和再生尼龙材料时,必须权衡机械性能、加工效率、长期可靠性和环境影响。能够提供可靠生命周期数据的材料供应商,包括 耐久性测试和碳足迹分析未来,它很可能在工程材料供应链中获得更强的地位。
阅读更多